
当然,我们可以切割铜片或黄铜片,但切割铜是一项具有挑战性的任务,因为铜的导电性很强,而且会反射激光束。我们用激光切割的铜片厚度有限,但随着自动钣金切割机的进步,我们可以通过以下技巧获得高效、出色的切割效果。
成功切割铜和黄铜的技巧
● 右金属板切割机
铜和黄铜是红外激光的良好反射体(因此吸收性较差),尤其是在固态下。铜对激光束的吸收率较低,光纤激光器的发射波长约为 1.07 µm,而传统 CO2 激光器的发射波长为 10.6 µm。这就是为什么 CO2 激光器传统上不是切割高反射材料的良好解决方案,我们通常建议使用光纤激光器切割铜和其他有色金属。因为光纤激光切割机可提供更高的功率密度,使金属穿透更容易。此外,光纤激光切割使切割铜更高效、更经济,因为光束不会反射回谐振器并造成损坏。

● 功率与切割厚度
铜激光切割机也是切割铜的不二之选,因为它们可以切割各种厚度的材料,从薄到厚。使用可用于穿孔和切割的最大峰值功率可减少材料处于反射率最高的状态的时间。通过下表了解有关使用不同功率可以获得的切割厚度的更多信息。了解有关光纤激光切割厚度的更多信息。
氮气激光切割机 - 切割厚度
| 材料厚度(mm) | 参考有效切割速度( m/min ) | |||||
| 1000瓦 | 1500瓦 | 2000瓦 | 3000瓦 | 4000瓦 | 6000瓦 | |
| 黄铜氮气 | 黄铜氮气 | 黄铜氮气 | 黄铜氮气 | 黄铜氮气 | 黄铜氮气 | |
| 1 | 7.0-9.0 | 10.0-15.0 | 15.0-25.0 | 25.0-35.0 | 30.0-40.0 | 35.0-45.0 |
| 2 | 2.0-3.0 | 3.0-4.0 | 7.0-10.0 | 10.0-15.0 | 12.0-20.0 | 20.0-25.0 |
| 3 | 0.7-1.0 | 1.2-2.0 | 3.5-4.5 | 5.0-10.0 | 8.0-15.0 | 10.0-15.0 |
| 4 | 0.9-1.1 | 1.4-2.0 | 3.0-5.0 | 4.0-6.0 | 8.0-10.0 | |
| 5 | 0.6-0.8 | 0.7-1.0 | 1.5-2.5 | 2.5-4.0 | 4.5-6.0 | |
| 6 | 0.3-0.5 | 0.8-1.2 | 1.0-1.8 | 3.0-4.0 | ||
| 8 | 0.3-0.5 | 0.4-0.6 | 1.6-2.2 | |||
| 10 | 0.1-0.3 | 0.8-1.2 | ||||
| 12 | 0.5-0.7 | |||||
● 切割速度
现代光纤激光切割机支持的最大进给速度可降低约 10 - 15%,因此可以为切割提供足够的停留时间并避免切割熄灭的风险。
● 焦点位置
对于穿孔和切割,在切割质量允许的范围内,将焦点位置尽可能靠近顶面。这样可以最大限度地减少在过程开始时与光束相互作用的表面材料量,从而最大限度地提高光束的功率密度,从而加快熔化速度。了解有关我们的光纤激光切割技术的更多详细信息!
● 切割气体
在切割铜时,我们经常使用高压氧气,以增加工艺的可靠性,而使用氮气切割气体进行黄铜切割可以获得更好的切割效果。
结论
尽管铜的反射特性使其难以切割,但它可以通过各种光纤激光切割机进行切割。 Hymson 是中国的钣金激光切割机制造商之一,请联系我们以获取有关激光切割铜的更多信息,以确定最适合您需求的钣金数控机。
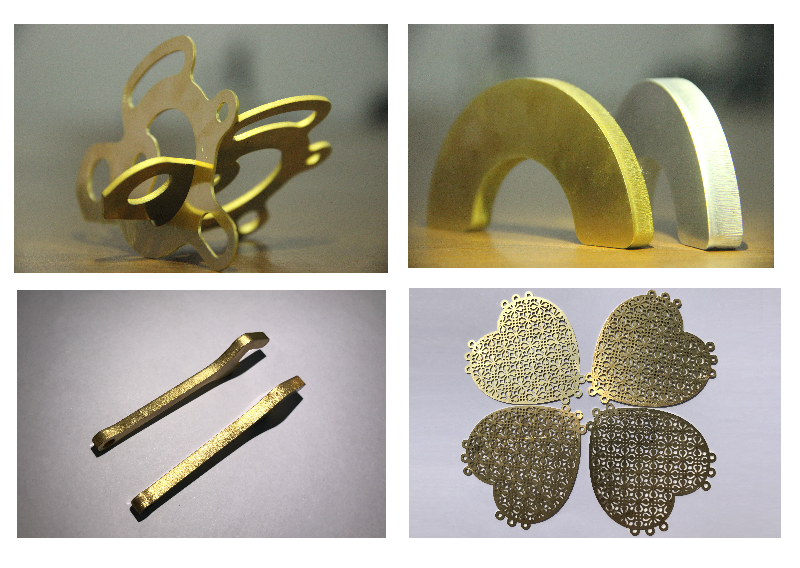
光纤激光切割:推动铜/黄铜的应用
光纤激光切割机-1000W 0.6mm 黄铜
海目星丨6000W 10MM黄铜激光切割
分享这篇文章: